Siemens CNC Lathe Encoder Modification
Almost all CNC lathes will have an encoder on the spindle. The purpose of an encoder is to tell the main control system the position and the speed of the spindle. Such operations such as threading or live tooling it's detrimental to have an encoder. On this particular machine it started to make some strange noises, on further inspection the pulley was loose.
The bearing had previously been replaced by someone else. It was also evident that they could not find the right one so instead machined a plastic spacer for the bore. It was clear some parts had been modified and some parts made to fit. Firstly if a pulley such as this is to be held by a single bearing then it must have some pre-load on the side to keep it stable. This pre-load was in the form of a metal spacer and some bolts, certainly not ideal. Originally it would have contained a spring washer.
Overall this was a terrible design, unless it originally used a twin-race bearing. The pulley is made from aluminium and the encoder needs minimal effort to spin it. The strange thing about this setup is that the control and machine are metric, yet the pulley and belt are imperial. The lead time was too long for a replacement so I chose a re-design, and also to go with stock parts.
I first started out with a piece of 3.5 inch round 4140 bar, this will be a housing for some bearings. Since the replacement pulley would be steel and a lot heavier I would have to go with two bearings.


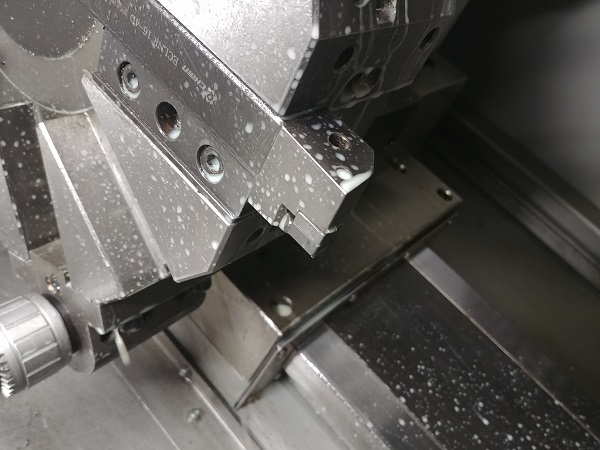
Faced off with a CNMG style insert.

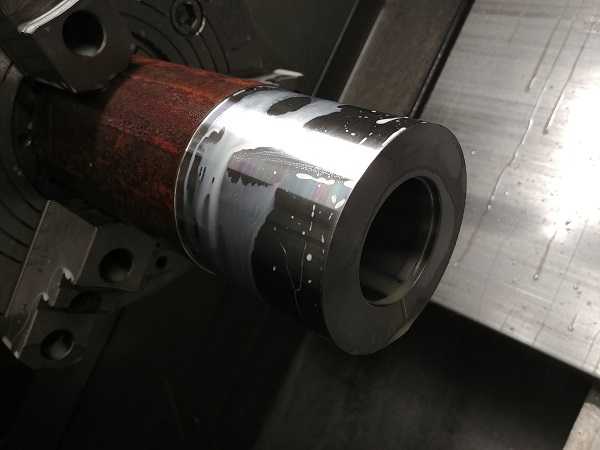
To be drilled out with a U-drill and then bored to the correct diameter.


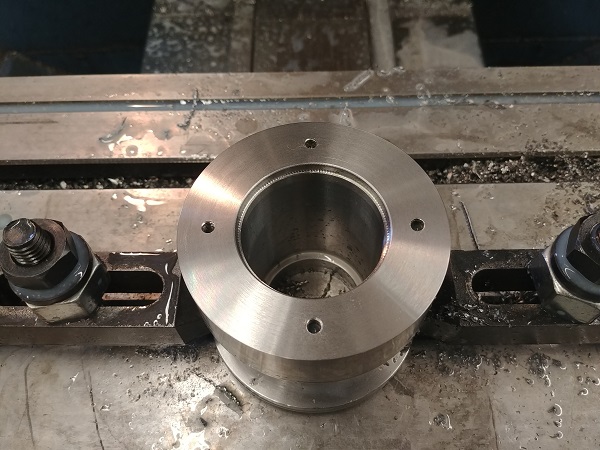
The bore finished to the final size and the outside turned.

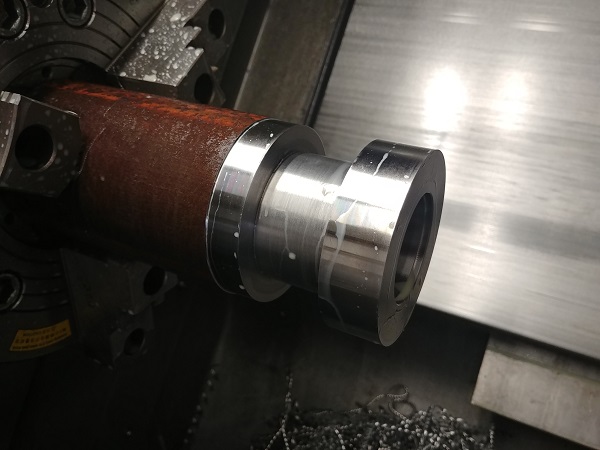
A large groove placed on the outside, this will allow me to fix some bolts.

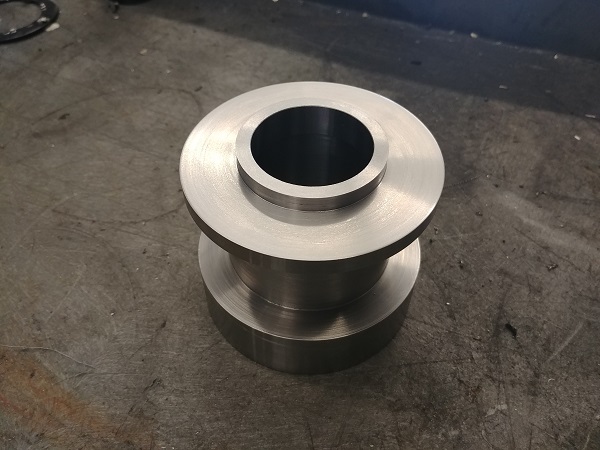
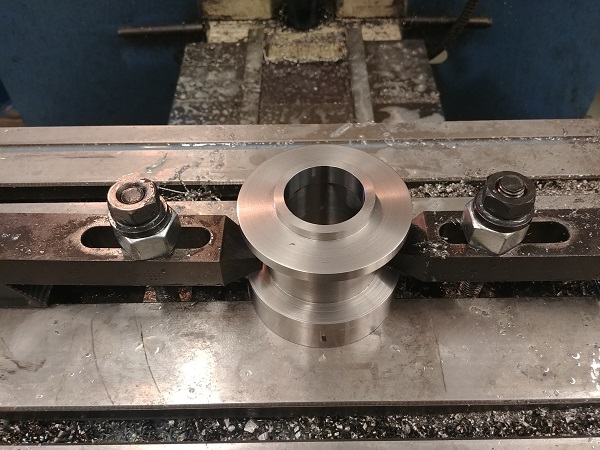
The main housing complete and parted off. All encoders are supposed to be coupled together with a flexible coupling. The original was actually damaged, I believe this was because it stabilised the pulley more than the actual bearing. I chose to replace it with a cheap CNC coupling.

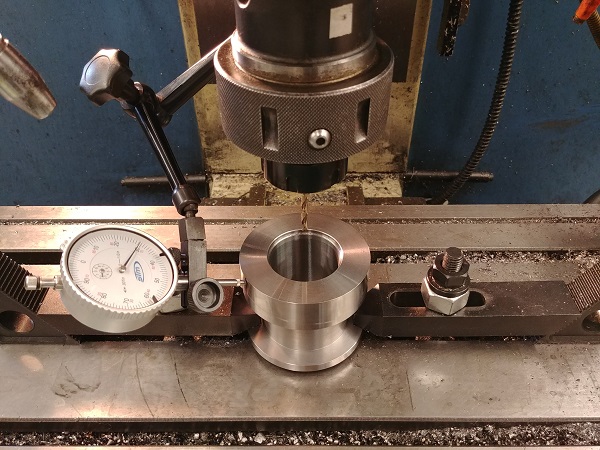
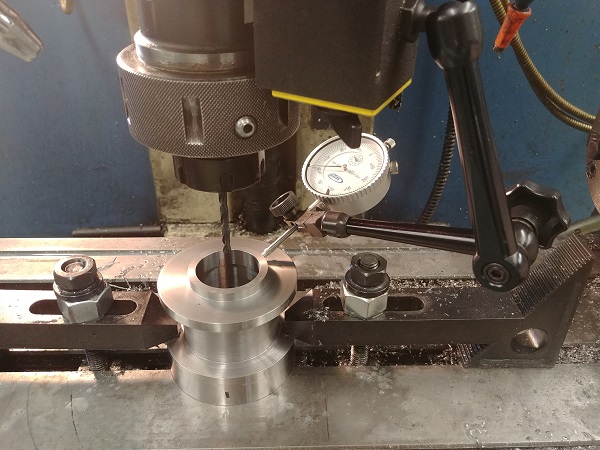
I placed the housing in the CNC mill and clocked it central.

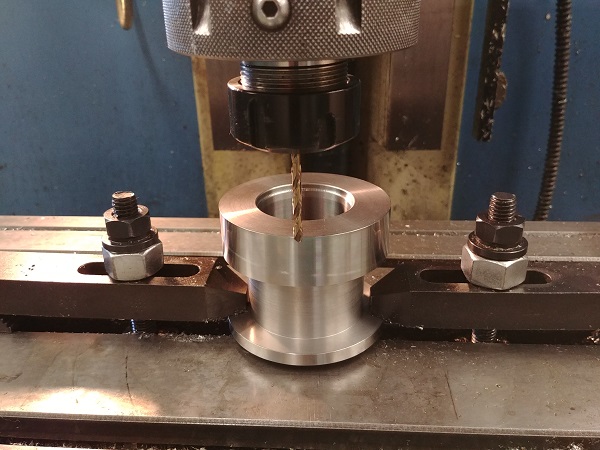
I drilled four holes that will be used to bolt the encoder to the housing.
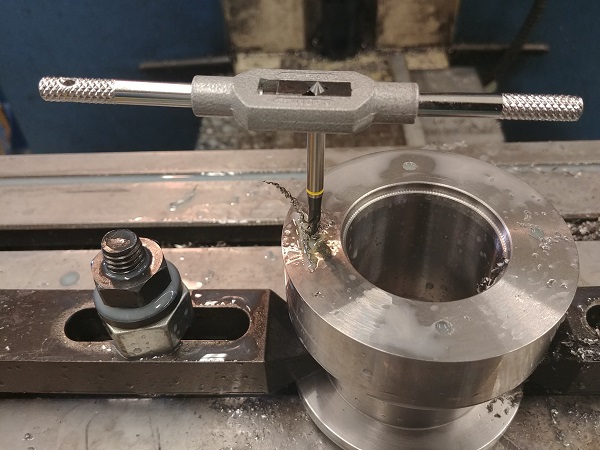
I had to go with a spiral flute tap to make the threads, not an ideal solution by hand but at least it was fast.
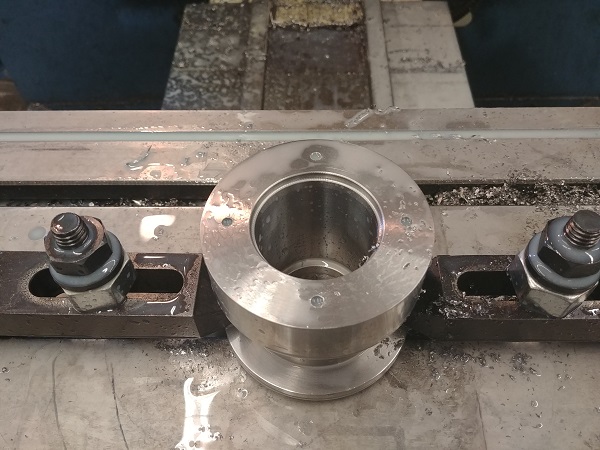
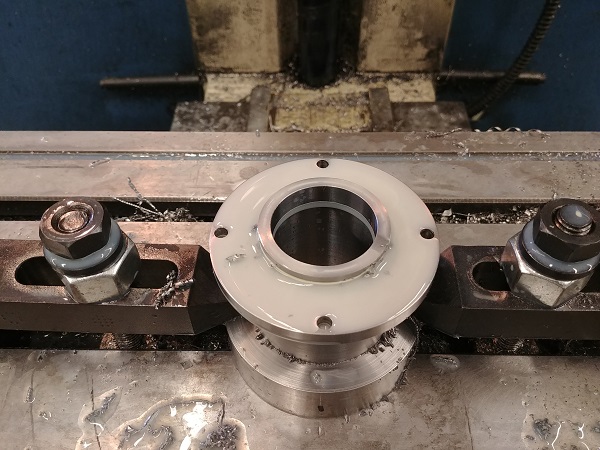
The housing was flipped and clocked again.
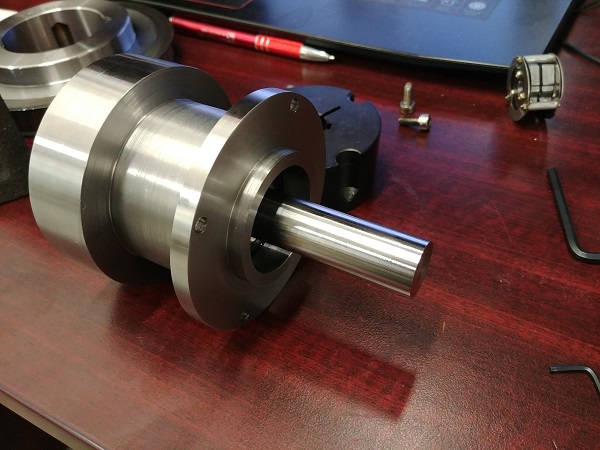
These four holes will be used to fix the assembly to the original bracket. I turned a spacer for the outside of the bearings.

I turned a shaft on the CNC lathe, it was all assembled and pressed into the housing. The reason for the spacer is so that I do not damage the secondary bearing when pressing it into the housing.

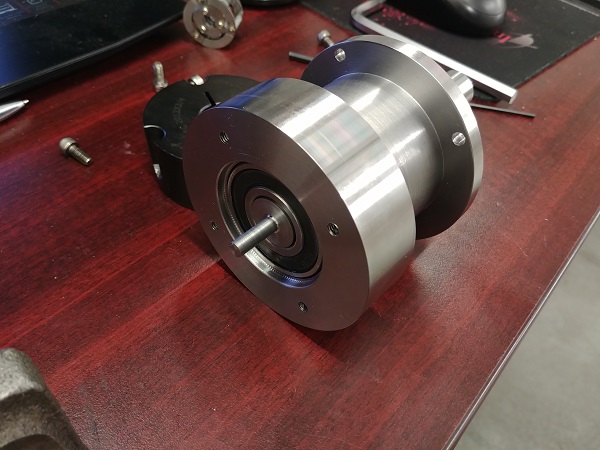
The housing bolted to the encoder and the flexible coupling tightened.

The housing bolted to the original bracket. Even though this assembly is 3 inches longer it means it should last a lot longer and be more stable.


I used a split bushing to fix the pulley to the shaft, by using this it means I do not need to key the shaft with such a small load.


The whole assembly bolted back into the machine.


Everything went to plan and this setup worked.

Overall this was so much faster and cheaper to repair. This modification means that inexpensive parts can be bought off the shelf in the event of a component failure. It cost around $150 CAD overall in parts, whereas it would have cost $700 for the original replacements. I also believe that this modification will last a lot longer, probably the working life of the machine.
Hello, if you have enjoyed reading this project, have taken an interest in another or want me to progress one further then please consider donating or even sponsoring a small amount every month, for more information on why you may like to help me out then follow the sponsor link to the left. Otherwise you can donate any amount with the link below, thank you!