Vacuum Mould Modification - 2
Recently at work we decided to get into the compression moulding business and found out that we really didn't know what we were getting ourselves into (January 2018). We were advised on what machine to buy based on our moulds and prior experience (zero). A few weeks after receiving the machine I was struggling to make any decent products on it, some came out great and others were full of air pockets. It wasn't until we got the machine that I started doing some research on the subject as my main job was a machinist so I had no time. After doing the research I realised that the machine should have a vacuum enclosure which is standard and that we should have a pre-forming machine for the raw unprocessed material.
The part I was currently trying to mould had a height of 4 inches and the preform I was using was a sheet of wrapped rubber. The issue is that by wrapping up the rubber I was trapping air, without a solid preform the only way I could think of was to modify the current mould to accommodate a vacuum and draw the air from it. I tried to do this project on the smallest budget possible just to test this theory as not everyone was convinced. I proved in a similar project that the vacuum did indeed help, it did not solve the issue but I thought it would still be worth a shot on another mould.
The Design
The design was fairly simple, it was to make a cap for both the top and bottom of the mould connected to a vacuum. The outside of the mould would have a tube passed over it to seal that aspect. Since I had already machined caps before on another mould I knew what to expect and how I could do things differently, again I didn't have a design as such just a rough guide in my head.
Machining
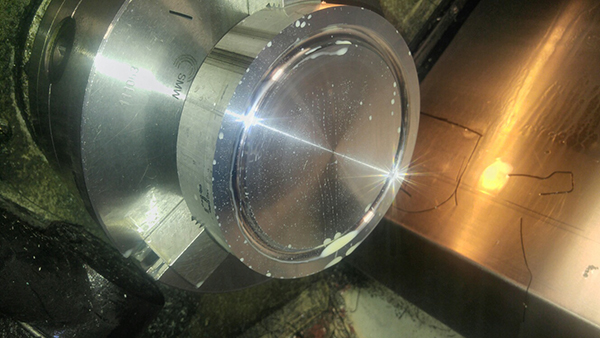
These moulds were fairly large and had been made from 6" bar, I had two pucks cut at a length of 30mm each, I could only pick 6.5" aluminium round bar. I faced the front and turned a groove to suit an O-ring, again 4.5mm deep and 9mm wide.


On the original pucks I chose to bore them out with a boring bar, this time I tried a different method, I milled them out. Milling them took considerably longer but it did save some time in setting up a tool, if I were to machine more than two of these parts I would certainly opt for a boring bar next time.

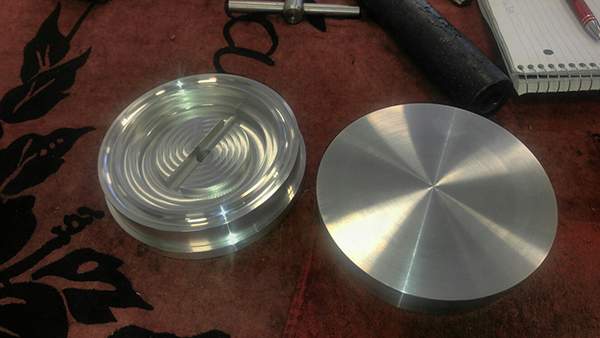
The two caps were finished, I drilled a 1/8 NPT hole for a hose barb in each puck. An improvement from the previous pucks was that I made the grooves for the vacuum passages deeper, this allowed more overflow incase the material weight was on the low side and I loaded more material in the mould.
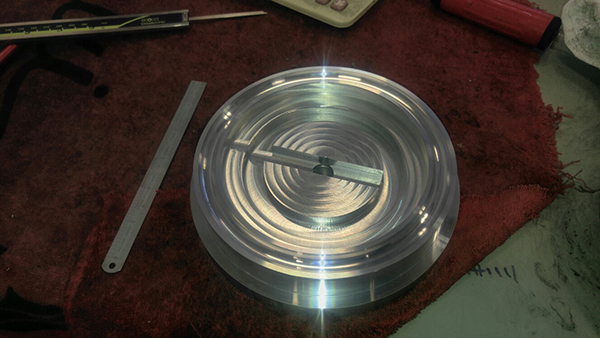
I originally used a piece of steel tube to seal the middle of the mould, this proved to be problematic since I did not have the correct machining inserts. This time I chose to use a piece of aluminium, it was so much easier to machine and obtain a better finish.


The tube was slotted to allow room for the mould handles. I machined the mould itself on a manual lathe since it would be faster and the machine shop next to where I work allowed me to do so. The tube that slid over the middle of the mould was sealed using high temperature gasket, not shown in the images below.


Again using a vacuum gave a vast improvement on the end product but yet again there were still some voids. The next step is to use a much more powerful vacuum pump and install some larger lines, using 1/4" hose is not suitable for high vacuum systems.
Hello, if you have enjoyed reading this project, have taken an interest in another or want me to progress one further then please consider donating or even sponsoring a small amount every month, for more information on why you may like to help me out then follow the sponsor link to the left. Otherwise you can donate any amount with the link below, thank you!